Critical elements that can affect hole cleaning include the following:
- Hole angle of the interval
- Flow rate/annular velocity
- Drilling-fluid rheology
- Drilling-fluid density
- Cutting size, shape, density, and integrity
- ROP
- Drill string rotational rate
- Drill string eccentricity
For a given drilling-fluid density, which is generally determined by well bore stability requirements, the hole may be classified into three holecleaning ‘‘zones’’ according to hole angle:
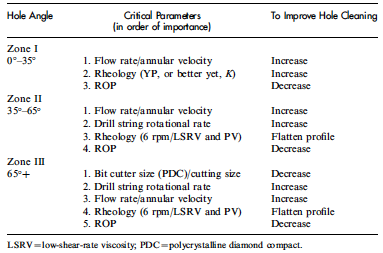
Flow Rate/Annular Velocity
Generally, in near vertical and moderately inclined hole intervals, annular velocity (AV) has the largest impact upon whether a hole can be cleaned of cuttings. However, in extended-reach, high-angle wells (Zone III), AV places third in critical importance, though there is a critical 40 Drilling Fluids Processing Handbook velocity below which a cuttings bed will not form [Gavignet & Sobey]. In practice, the optimum theoretical flow rate may vary from the achievable flow rate. The achievable flow rate is restricted by surface pressure constraints, nozzle selection, use of MWD (measurement while drilling) tools, and allowable ECD. On the other hand, little is gained from very high AVs. Indeed, above 200 ft/min, little improvement in hole cleaning is usually observed, and the primary effect of increasing AV above this level is to increase ECD. In Zone III applications, lowviscosity sweeps—so low that the flow regime in the annulus changes from laminar to turbulent—can be effective. Unfortunately, the volume of fluid required to reach critical velocity for turbulent flow is frequently outside the achievable flow rate for hole sizes larger than 81 2-inch and is frequently limited by maximum allowable ECD and/or hole erosion concerns.
Another way to increase AV is to reduce the planned size of the annulus by using larger-OD drill pipe. Not only does a larger pipe generate a smaller annular gap, thereby increasing fluid velocity, it also increases the effect of pipe rotation on hole cleaning. Thus, increasing the OD of drill pipe to 65 8 inches with 8-inch tool joints has proven to be effective in aiding the cleaning of 81 2-inch well bores. A caveat: Although reducing the annular gap can greatly improve hole cleaning, it also makes fishing more difficult; indeed, it violates the rule of thumb that stipulates a 1-inch annular gap for washover shoes.

Rheology
In a vertical hole (Zone I), laminar flow with low PV and elevated YP or low n-value and high K-value (from the Power Law model) will produce a flat viscosity profile and efficiently carry cuttings out of the hole [Walker]. Viscous sweeps and fibrous pills are effective in moving cuttings out of a vertical hole.
In a deviated hole (Zones II and III), cuttings have to travel but a few millimeters before they pile up along the low side of the hole. Consequently, not only do cuttings have to be removed from the well bore, they also have to be prevented from forming beds. Frequently a stabilized cuttings bed is not discovered until resistance is encountered while attempting to pull the drill string out of the hole. Close monitoring of pressure drops within the annulus using PWD tools can provide warning of less than optimal hole cleaning. Increased AV coupled with low PV, elevated low-shear-rate viscosity, and high drill string rpm will generally tend to minimize formation of a cuttings bed. To remove a cuttings bed once it has formed, high-density sweeps of low-viscosity fluid at both high and low shear rates, coupled with pipe rotation, are sometimes effective in cleaning the hole. Viscous sweeps and fibrous pills tend to channel across the top of the drill pipe, which is usually assumed to be lying on the lower side of the hole.
For extended-reach drilling programs, flow loop modeling has generated several rules of thumb for low-shear-rate viscosity to avoid cuttings bed formation. The most popular is the rule that for vertical holes the 6-rpm Fann Reading should be 1.5 to 2.0 times the open-hole diameter [O’Brien and Dobson]. Another rule of thumb specifies a 3-rpm or 6-rpm Fann Reading of at least 10, though 15 to 20 is preferable. However, each drilling fluid has its own rheological characteristics, and these rules of thumb do not guarantee good hole cleaning. If the well to be drilled is considered critical, hole-cleaning modeling by the drilling-fluid service company is a necessity.
NAFs generally provide excellent cuttings integrity and a low coefficient of friction. The latter allows easier rotation and, in extended-reach drilling, more flow around the bottom side of the drill string. As the drill string is rotated faster, it pulls a layer of drilling fluid with it, which in turn disturbs any cuttings on the low side and tends to move them up the hole.
Optimizing the solids-control equipment so as to keep a fluid’s drilledsolids content low tends to produce a low PV and a flat rheological profile, thereby improving the ability of the fluid to clean a hole, particularly in extended-reach wells. The fluid is more easily placed into turbulent flow and can access the bottom side of the hole under the drill pipe more easily. In the Herschel-Bulkley model, a moderate K, a low n (highly shear-thinning), and a high To are considered optimal for good hole cleaning.
Carrying Capacity
Only three drilling-fluid parameters are controllable to enhance moving drilled solids from the well bore: AV, density (mud weight [MW]), and viscosity. Examining cuttings discarded from shale shakers in vertical and near-vertical wells during a 10-year period, it was learned that sharp edges on the cuttings resulted when the product of those three parameters was about 400,000 or higher [Robinson]. AV was measured in ft/min, MW in lb/gal, and viscosity (the consistency, K, in the Power Law model) in cP.
When the product of these three parameters was around 200,000, the cuttings were well rounded, indicating grinding during the transport up the well bore. When the product of these parameters was 100,000 or less, the cuttings were small, almost grain sized.
Thus, the term carrying capacity index (CCI) was created by dividing the product of these three parameters by 400,000:
CCI = (AV) * (MW) * (K) / 400,000
To ensure good hole cleaning, CCI should be 1 or greater. This equation applies to well bores up to an angle of 35o, just below the 45o angle of repose of cuttings. The AV chosen for the calculation should be the lowest value encountered (e.g., for offshore operations, probably in the riser).
If the calculation shows that the CCI is too low for adequate cleaning, the equation can be rearranged (assuming CCI.1) to predict the change in consistency, K, required to bring most of the cuttings to the surface:
K = 400,000 /(MW) * (AV)
Since mud reports still describe the rheology of the drilling fluid in terms of the Bingham Plastic model, a method is needed to readily convert K into PV and YP. The chart given in Figure 1.1 serves well for this purpose. Generally, YP may be adjusted with appropriate additives without changing PV significantly.
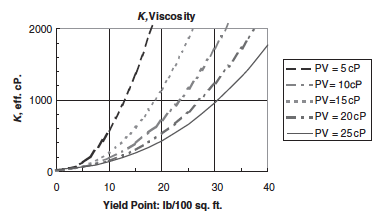 Figure 1.1 Conversion of Bingham Plastic Yield Point to Power Law K [Bourgoyne et al].
Figure 1.1 Conversion of Bingham Plastic Yield Point to Power Law K [Bourgoyne et al].
Example: A vertical well is being drilled with a 9.0 lb/gal drilling fluid circulating at an AV, with PV.15 cP and YP.5 lb/100 ft2. From Figure 1.1, K.66 cP, and from the CCI equation, CCI.0.07. Clearly, the hole is not being cleaned adequately. Cuttings discarded at the shale shaker would be very small, probably grain size. For a mud of such low density, PV appears to be much too high, very likely the result of comminution of the drilled solids. Solving the equation for the K value needed to give CCI.1 generates K.890 cP. From Figure 1.1, YP needs to be increased to 22 lb/100 ft2 if PV remains the same (15 cP). If the drilled solids are not removed, PV will continue to increase as drilled solids are ground into smaller particles. When PV reaches 20 cP, YP will need to be raised to 26 lb/100 ft2. As PV increases and YP remains constant, K decreases. It is easier to clean the borehole (or transport solids) if PV is low. Low PV can be achieved if drilled solids are removed at the surface.
Cuttings Characteristics
The drier, firmer, and smaller the cuttings, the easier they are to remove from the hole. Small polycrystalline diamond compact (PDC) bit, small cutters on the bit generate small cuttings, which settle out more slowly than large cuttings and are more easily entrained in the annular column of drilling fluid by drill string rotation. As per Stokes’ law , large cuttings will fall out of suspension more rapidly than smaller cuttings, but in high-angle holes, even smaller cuttings may settle and form a cuttings bed. Rounded or agglomerated cuttings are indicative of an extended period of time in the hole and poor hole cleaning.
Rate of Penetration
Preventing cuttings beds in deviated wells is far easier than removing them. Controlling instantaneous ROP is one way to avoid overloading the annulus with cuttings. ROP should always be controlled so as to give the fluid enough time to remove the cuttings intact from the bottom of the hole and minimize spiking of the fluid density in the annulus. The treatment for poor hole cleaning is to reduce ROP, circulate the hole clean, and take steps to optimize hole cleaning. Additional information is provided in the next section.
Pipe Rotation
As pipe rotation rate increases, the pipe drags more fluid with it. In deviated wells, this layer of drilling fluid disrupts cuttings beds that have formed around the pipe while lying on the low side of the hole. Step changes appear to be the norm, occurring in most cases at around 85, 120, and 180 rpm. There is some evidence that above 180 rpm, turbulent flow ensues for many fluids. At these high levels, there seems to be little additional benefit to hole cleaning from increasing pipe rotation any further; most likely this is because cuttings beds cannot form in turbulent flow. During sliding, hole cleaning is minimal and cuttings beds are likely to form. Thus, sliding should be kept to a minimum during any drilling operation. Indeed, this is one of the reasons that rotary steerable tools have become popular.
Drill String Eccentricity
In high-angle wells, the drill string does not remain stable on the bottom of the hole while rotating. The drill string tends to climb the wall of the well bore and fall back, providing additional agitation—though also additional cuttings degradation—while aiding in the removal of cuttings beds on the low side of the hole.